佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:leadercz.com
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
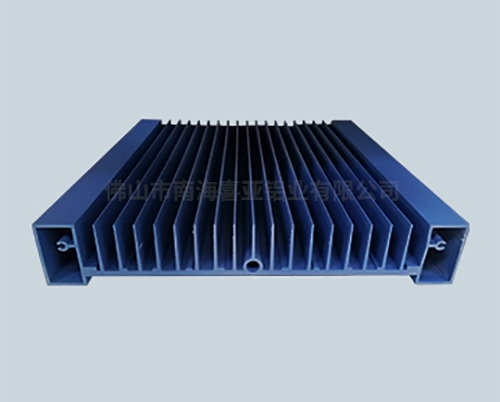
鋁型材散熱片的基本生產流程:產品需求---圖紙開發---模具制作---試模(擠出鋁型材)---切割,CNC加工---功能尺寸樣品確認---顏色確認(陽極或氧化噴涂其他)---生產投入---包裝(檢驗)---交貨.。不同類的散熱片,也有其獨特的工藝流程,我們來一起探討下

1. 鋁擠式散熱片。鋁材質由于本身柔軟易加工的特點很早就應用在散熱器市場,鋁擠技術簡單的說就是將鋁錠高溫加熱后,在高壓下讓鋁液流經具有溝槽的擠型模具,作出散熱片初胚,然再對散熱片初胚進行裁剪、剖溝等處理后就做成了我們常見到的散熱片。鋁擠散熱片的成本低,技術門檻要求也不高,不過由于受到本身材質的限制散熱鰭片的厚度和長度之比不能超過1:18,所以在有限的空間內很難提高散熱面積,故鋁擠散熱片散熱效果比較差,很難勝任現今日益攀升的高頻率CPU。
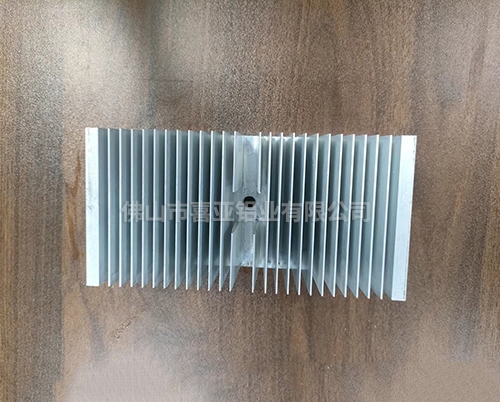
2. 塞銅式散熱片。目前市場主流的散熱片所用的主要材質無外乎鋁和銅兩種,而塞銅工藝則正是結合鋁和銅各自優點應運而生的產物。塞銅工藝是利用熱脹冷縮的原理來完成的,將鋁擠型散熱片加熱后將銅芯塞入其中,再進行整體的冷卻。由于沒有使用第三方介質,塞銅工藝可以大幅度降低接觸面間的熱阻,不但保證了銅鋁結合的緊密程度,更充分利用了鋁散熱快和銅吸熱快的特性。 這種塞銅工藝成本適中散熱效果也不錯,是目前市場上的主流散熱片類型。

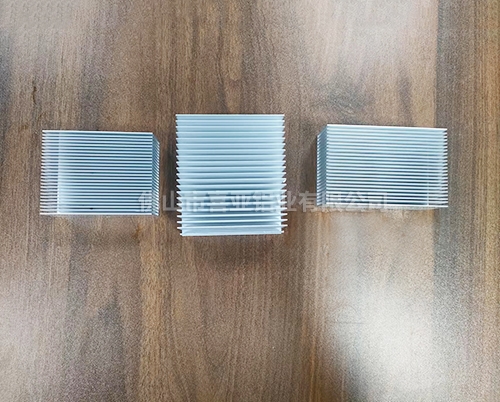
3. 壓固法。也就是將眾多的銅片或鋁片疊加起來,然后在兩側加壓并將其截面進行拋光,這個截面與CPU核心接觸,另外一面則伸展開來作為散熱片的鰭片。壓固法制作的散熱器其特點是鰭片數量可以做的很多,而且不需要很高的工藝就能保證每個鰭片都能與CPU核心保持良好的接觸,而各個鰭片之間也通過壓固的方式有著緊密的接觸,彼此之間的熱量傳導損失也會明顯降低,正是因為壓固法制作的散熱器擁有眾多的鰭片,這種散熱器的散熱效果往往不錯,重量則比傳統的散熱器要輕的多。
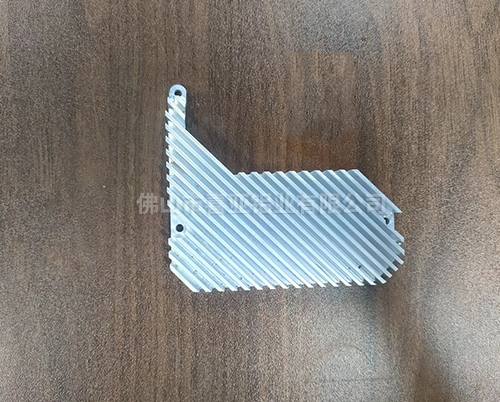
4. 鍛造式散熱片。鍛造工藝就是將鋁塊加熱后利用高壓充滿模具內而形成的,它的優點是鰭片高度可以達到50mm以上,厚度1mm以下,能夠在相同的體積內得到大的散熱面積,而且鍛造容易得到很好的尺寸精度和表面光潔度。但鍛造時,因金屬的塑性低,變形時易產生開裂,變形抗力大,需要大噸位的鍛壓機械,也正因為設備和模具的高昂費用而導致產品成本極高,連許多超頻發燒友都無福消受。