
佛山市喜亞鋁業(yè)有限公司
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:leadercz.com
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號
在擠壓過程中,型材流出模孔的瞬間與工作帶緊緊地靠在一起,構成一對熱狀態(tài)下的干摩擦副,且將工作帶分成兩個區(qū)——粘著區(qū)和滑動區(qū)。在粘著區(qū)內,西藏梳子散熱器鋁型材金屬質點受到至少來自兩個方面的力的作用:摩擦力和剪切力。當粘著區(qū)內金屬質點所受摩擦力大于剪切力時,梳子散熱器鋁型材生產廠家金屬質點就會粘附在粘著區(qū)工作帶表面上,并將型材表面擦傷而形成摩擦紋。進行高效的模具氮化處理,使模具表面硬度保持在HV900以上;工作帶表面滲硫可降低粘著區(qū)摩擦力,減少摩擦紋。
擠壓筒、擠壓墊磨損超差,擠壓筒和擠壓墊尺寸配合不當,使用的墊片直徑差超過允許值;擠壓筒和擠壓墊太臟,粘有油污、水分、石墨等;西藏梳子散熱器鋁型材生產廠家潤滑油中含有水;鑄錠表面鏟槽太多,過深,或鑄錠表面有氣孔、砂眼,組織疏松、有油污等;更換合金時,筒內未清理干凈;擠壓筒溫度和擠壓鑄錠溫度過高;鑄錠溫度、尺寸超過允許負偏差;鑄錠過長,填充太快,鑄錠溫度不均,梳子散熱器鋁型材生產廠家引起非鼓形填充,因而筒內排氣不完全,或操作不當,未執(zhí)行排氣工序;模孔設計不合理,或切殘料不當,分流孔和導流孔中的殘料被部分帶出,擠壓時空隙中的氣體進入表面。

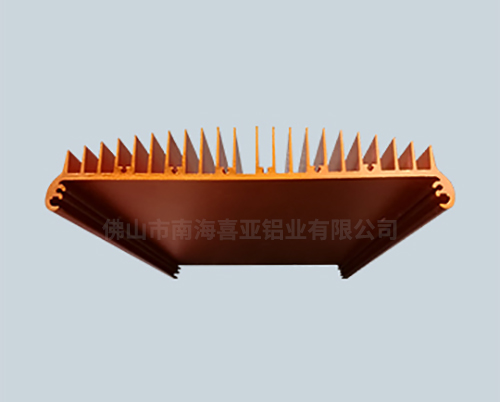
一般的,對鋁型材散熱器進行表面處理的目的是起到美觀和保護的作用,通常鋁合金材質的散熱器大都做成銀白色,就是鋁的本色,也有黑色和金黃色等,西藏梳子散熱器鋁型材在眾多顏色中,黑色的熱輻射能力強,在不增加額外的如風扇,液體的自然情況下,黑色比銀白色的散熱效率大約提升5%,其他的金色等則幾乎不會對散熱性能有幫助,而有時表面增加了顏色處理后還會降低散熱性能。如果在散熱器上裝上風扇,加強空氣流動,梳子散熱器鋁型材生產廠家表面顏色帶來的影響即可忽略不計,而表面顏色大的好處就是可以對散熱器形成保護,特別是在一些較為惡劣的工作環(huán)境,表面的顏色處理會大大增加散熱器的使用壽命。

散熱器鋁型材指的是用于制作散熱器的原材料,只是由生產廠家對鋁合金進行熔煉后壓鑄成型的一種原材料,未經過任何加工和細節(jié)的處理,是散熱器生產廠家所需要的原材料西藏梳子散熱器鋁型材,表面粗糙,不具備美觀性,散熱性能差,而且也無法與具體產品相契合安裝。不少人會將散熱器鋁型材誤認為就是經加工過后的散熱器,致使陷入騙局和圈套。鋁型材散熱器指的是由鋁型材加工而成的散熱器,梳子散熱器鋁型材生產廠家是確確實實的散熱器成品,這種情況下一般都是由用戶找散熱器生產廠家進行加工定制的,根據需求的不同采用不同的加工工藝,形成的鋁型材散熱器產品在規(guī)格尺寸、外型美觀度和造價上都會有所差異。

通常,鋁型材擠壓如果沒有非預定的停機時間,那么大產量主要決定于擠壓速度,而擠壓速度受制于四個因素,西藏梳子散熱器鋁型材其中三個固定不變而另一個則是可變的。因素是擠壓機的擠壓力,擠壓力大的可在錠坯溫度較低時順利地擠壓;由于鋁型材品種規(guī)格多樣,并且在擠壓過程中材料流動狀況復雜,擠壓模具承受載荷狀況惡劣,使得鋁型材擠壓產品開發(fā)和模具的設計成為一項艱巨的任務。梳子散熱器鋁型材生產廠家依賴經驗設計和試模返修的傳統(tǒng)生產模式已不能滿足現(xiàn)代化經濟發(fā)展的需求。在效率就是生命,質量就是關鍵的市場經濟環(huán)境下,鋁型材擠壓生產企業(yè)重視的是提高模具設計加工的成功率及擠壓的產量和成品率。

成品率的提高是建立在產品質量的基礎之上,與產量又是同比關系。西藏梳子散熱器鋁型材提高成品率是一個系統(tǒng)工程,通過單一工藝方法很難大幅度提高成品率,必須是多環(huán)節(jié)的累積提高。提高成品率又是一個細致的工作,不僅需要技術工藝做支撐,更需要嚴謹、務實、科學的管理。幾何廢品是鋁合金型材在擠壓過程中不可避免產生的廢品。如擠壓的殘料、梳子散熱器鋁型材生產廠家拉伸時制品兩端的夾頭、定尺料因不夠定尺長度而拋棄的料,切取必要的試樣,分流組合模中殘留在分流腔中的鋁塊,鑄錠和型材切取定尺斷料的鋸口消耗的鋁屑以及試模時消耗的鑄棒等。



