
佛山市喜亞鋁業(yè)有限公司
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368
歡迎光臨佛山市喜亞鋁業(yè)有限公司網(wǎng)站!
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368

銷(xiāo)售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網(wǎng)址:leadercz.com
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號(hào)
成品率的提高是建立在產(chǎn)品質(zhì)量的基礎(chǔ)之上,與產(chǎn)量又是同比關(guān)系。嘉興鋁型材散熱器提高成品率是一個(gè)系統(tǒng)工程,通過(guò)單一工藝方法很難大幅度提高成品率,必須是多環(huán)節(jié)的累積提高。提高成品率又是一個(gè)細(xì)致的工作,不僅需要技術(shù)工藝做支撐,更需要嚴(yán)謹(jǐn)、務(wù)實(shí)、科學(xué)的管理。幾何廢品是鋁合金型材在擠壓過(guò)程中不可避免產(chǎn)生的廢品。如擠壓的殘料、鋁型材散熱器價(jià)格拉伸時(shí)制品兩端的夾頭、定尺料因不夠定尺長(zhǎng)度而拋棄的料,切取必要的試樣,分流組合模中殘留在分流腔中的鋁塊,鑄錠和型材切取定尺斷料的鋸口消耗的鋁屑以及試模時(shí)消耗的鑄棒等。

散熱器鋁型材由于氣孔和縮孔的存在,使壓鑄件在進(jìn)行表面處理時(shí)很麻煩,孔洞可能會(huì)進(jìn)入水,嘉興鋁型材散熱器當(dāng)噴漆和電鍍后進(jìn)行烘烤時(shí),孔洞內(nèi)氣體受熱膨脹,或孔洞內(nèi)水會(huì)變蒸氣,體積膨脹,因而導(dǎo)致鑄件表面起泡,所以在生產(chǎn)中要用適當(dāng)?shù)姆椒ㄈソ鉀Q這些散熱器鋁型材不良所造成的原因。散熱器鋁型材雜質(zhì)解決方法:鋁型材散熱器價(jià)格關(guān)鍵是要減少混入鑄件內(nèi)的氣體量,理想的合金屬流應(yīng)不斷加速地由噴嘴經(jīng)過(guò)分流錐和澆道進(jìn)入型腔,形成一條順滑及方向一致的金屬流,采用錐形流道設(shè)計(jì),即澆流應(yīng)不斷加速地由噴嘴向內(nèi)澆口逐漸減少,可達(dá)到這個(gè)目的。
溫度檢測(cè)分為接觸式和非接觸式兩大類(lèi)。在鋁型材擠壓出產(chǎn)中,通常做法是采用快速熱電偶接觸方式來(lái)檢測(cè)鋁材溫度,而擠壓過(guò)程中型材一直運(yùn)動(dòng),嘉興鋁型材散熱器價(jià)格其檢測(cè)元件必需隨型材一起運(yùn)動(dòng),無(wú)法保持在線監(jiān)測(cè),且檢測(cè)時(shí)人為操縱手法不同,型材出模后即刻冷卻,導(dǎo)致檢測(cè)溫度檢測(cè)偏差很大,因此很難得到正確的溫度與速度匹配。通常鋁材擠壓出產(chǎn)中,大產(chǎn)量主要決定于擠壓速度,而型材的質(zhì)量取決于型材出模溫度。跟著擠壓速度的加快,鋁型材散熱器價(jià)格型材出模溫度將明顯升高,當(dāng)溫度超越一定值時(shí),鋁材組織機(jī)能和表面質(zhì)量將泛起多種題目,為此,必需隨時(shí)對(duì)鋁材出口溫度進(jìn)行監(jiān)控、檢測(cè),以保證擠壓產(chǎn)量與型材質(zhì)量的匹配。

通常,鋁型材擠壓如果沒(méi)有非預(yù)定的停機(jī)時(shí)間,那么大產(chǎn)量主要決定于擠壓速度,而擠壓速度受制于四個(gè)因素,嘉興鋁型材散熱器其中三個(gè)固定不變而另一個(gè)則是可變的。因素是擠壓機(jī)的擠壓力,擠壓力大的可在錠坯溫度較低時(shí)順利地?cái)D壓;由于鋁型材品種規(guī)格多樣,并且在擠壓過(guò)程中材料流動(dòng)狀況復(fù)雜,擠壓模具承受載荷狀況惡劣,使得鋁型材擠壓產(chǎn)品開(kāi)發(fā)和模具的設(shè)計(jì)成為一項(xiàng)艱巨的任務(wù)。鋁型材散熱器價(jià)格依賴經(jīng)驗(yàn)設(shè)計(jì)和試模返修的傳統(tǒng)生產(chǎn)模式已不能滿足現(xiàn)代化經(jīng)濟(jì)發(fā)展的需求。在效率就是生命,質(zhì)量就是關(guān)鍵的市場(chǎng)經(jīng)濟(jì)環(huán)境下,鋁型材擠壓生產(chǎn)企業(yè)重視的是提高模具設(shè)計(jì)加工的成功率及擠壓的產(chǎn)量和成品率。
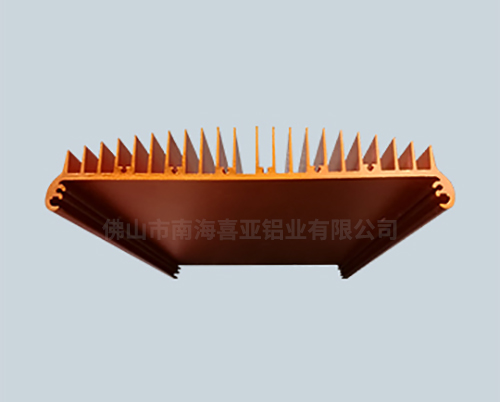
散熱器鋁型材生產(chǎn)的關(guān)鍵是擠壓模具的試模,有條件的話,可以先在電腦上做模擬試驗(yàn),嘉興鋁型材散熱器看模具設(shè)計(jì)的工作帶是否合理,然后在擠壓機(jī)上試模。試模十分重要,操作手要讓主柱塞前進(jìn)上壓時(shí)在低于8MPa的低壓力下慢速前進(jìn),有人用電筒光線照看模具出口處,等擠壓模具的每一個(gè)散熱片都均勻擠壓出模孔后,才能逐漸加壓加速進(jìn)行擠壓。試模成功后繼續(xù)擠壓時(shí),應(yīng)注意控制好擠壓速度,做到平穩(wěn)操作。生產(chǎn)散熱器型材時(shí)應(yīng)注意模具的加熱溫度,鋁型材散熱器價(jià)格要使模具溫度與鑄錠溫度相近。若溫差太大,由于上壓時(shí)擠壓速度慢,會(huì)使金屬溫度下降,易產(chǎn)生堵模或流速不均勻的現(xiàn)象。
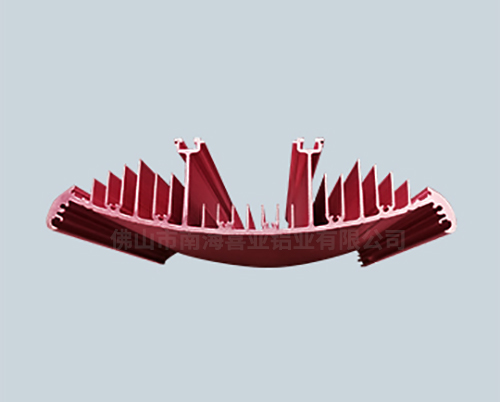
在擠壓生產(chǎn)中,模具是在高溫高壓的狀態(tài)下工作的,受壓力和溫度的影響,模具產(chǎn)生彈性變形。嘉興鋁型材散熱器模具工作帶由開(kāi)始平行于擠壓方向,受到壓力后,工作帶變形成為喇叭狀,只有工作帶的刃口部分接觸型材形成的粘鋁,類(lèi)似于車(chē)刀的刀屑瘤。在粘鋁的形成過(guò)程中,不斷有顆粒被型材帶出,粘附在型材表面上,造成了"吸附顆粒"。隨著粘鋁的不斷增大,模具產(chǎn)生瞬間回彈,就會(huì)形成咬痕缺陷。若粘鋁堆積較多,不能被型材拉出,模具瞬間回彈時(shí)粘鋁不脫落,就會(huì)形成型材的表面粗糙、亮條、型材撕裂、堵模等問(wèn)題。現(xiàn)在使用的擠壓模具基本是平面模,鋁型材散熱器價(jià)格在鑄棒不剝皮的情況下,鑄棒表面及內(nèi)在的雜質(zhì)堆積在模具內(nèi)金屬流動(dòng)的死區(qū),隨著擠壓鑄棒的推進(jìn)及擠壓根數(shù)的增多,死區(qū)的雜質(zhì)也在不斷的變化,有一部分被正常流動(dòng)的金屬帶出,堆積在工作帶變形后的空間內(nèi)。

張青:180-2224-1999 (手機(jī)/微信)
侯先生:133-2671-8618 (手機(jī)/微信)
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號(hào)


