
佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:leadercz.com
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
首先要對貼膜材質合理選擇,根據散熱器鋁型材產品的要求、表面處理方式,選擇相應的貼膜,貴陽擠壓鋁材同是還要考慮貼膜上的膠對鋁型材表面質量的影響。隨著時代的發展,工藝美術已不局限于手工藝,而是與機器工業,甚至與大工業相結合,把實用品藝術化,或藝術品實用化。在散熱器鋁型材,擠壓鋁材生產廠家追求工藝美術迎,發展工藝美術,打造大國工匠、培育工匠精神已經成為馳峰所有人的共識。
溫度檢測分為接觸式和非接觸式兩大類。在鋁型材擠壓出產中,通常做法是采用快速熱電偶接觸方式來檢測鋁材溫度,而擠壓過程中型材一直運動,貴陽擠壓鋁材生產廠家其檢測元件必需隨型材一起運動,無法保持在線監測,且檢測時人為操縱手法不同,型材出模后即刻冷卻,導致檢測溫度檢測偏差很大,因此很難得到正確的溫度與速度匹配。通常鋁材擠壓出產中,大產量主要決定于擠壓速度,而型材的質量取決于型材出模溫度。跟著擠壓速度的加快,擠壓鋁材生產廠家型材出模溫度將明顯升高,當溫度超越一定值時,鋁材組織機能和表面質量將泛起多種題目,為此,必需隨時對鋁材出口溫度進行監控、檢測,以保證擠壓產量與型材質量的匹配。
在擠壓過程中,型材流出模孔的瞬間與工作帶緊緊地靠在一起,構成一對熱狀態下的干摩擦副,且將工作帶分成兩個區——粘著區和滑動區。在粘著區內,貴陽擠壓鋁材金屬質點受到至少來自兩個方面的力的作用:摩擦力和剪切力。當粘著區內金屬質點所受摩擦力大于剪切力時,擠壓鋁材生產廠家金屬質點就會粘附在粘著區工作帶表面上,并將型材表面擦傷而形成摩擦紋。進行高效的模具氮化處理,使模具表面硬度保持在HV900以上;工作帶表面滲硫可降低粘著區摩擦力,減少摩擦紋。
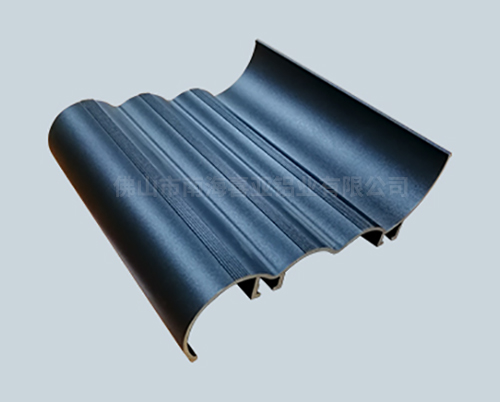
一般的,對鋁型材散熱器進行表面處理的目的是起到美觀和保護的作用,通常鋁合金材質的散熱器大都做成銀白色,就是鋁的本色,也有黑色和金黃色等,貴陽擠壓鋁材在眾多顏色中,黑色的熱輻射能力強,在不增加額外的如風扇,液體的自然情況下,黑色比銀白色的散熱效率大約提升5%,其他的金色等則幾乎不會對散熱性能有幫助,而有時表面增加了顏色處理后還會降低散熱性能。如果在散熱器上裝上風扇,加強空氣流動,擠壓鋁材生產廠家表面顏色帶來的影響即可忽略不計,而表面顏色大的好處就是可以對散熱器形成保護,特別是在一些較為惡劣的工作環境,表面的顏色處理會大大增加散熱器的使用壽命。
鋁材廠家,鋁型材可做建筑鋁型材、散熱器鋁型材、一般工業鋁型材等,具備有度高、重量輕、耐腐蝕、裝飾性好、使用壽命長、色彩豐富等優點。那么鋁型材和碳鋼、貴陽擠壓鋁材不銹鋼等傳統機械制造材料相比有何區別呢?制造過程簡單:只有設計、切割/鉆孔、組合才能完成;而傳統材料通常經歷設計、切割/鉆孔、焊接、噴砂/表面處理、表面噴涂、表面陽極氧化等復雜過程。材料可以重復使用:由于采用工業鋁型材的機械零件在整個生產過程中不是熱焊,擠壓鋁材生產廠家零件容易拆卸,所有材料和附件都可以重復使用;而傳統材料由于切削變形和拆解成本高,很少被重復使用。
散熱器鋁型材生產的關鍵是擠壓模具的試模,有條件的話,可以先在電腦上做模擬試驗,貴陽擠壓鋁材看模具設計的工作帶是否合理,然后在擠壓機上試模。試模十分重要,操作手要讓主柱塞前進上壓時在低于8MPa的低壓力下慢速前進,有人用電筒光線照看模具出口處,等擠壓模具的每一個散熱片都均勻擠壓出模孔后,才能逐漸加壓加速進行擠壓。試模成功后繼續擠壓時,應注意控制好擠壓速度,做到平穩操作。生產散熱器型材時應注意模具的加熱溫度,擠壓鋁材生產廠家要使模具溫度與鑄錠溫度相近。若溫差太大,由于上壓時擠壓速度慢,會使金屬溫度下降,易產生堵模或流速不均勻的現象。



