
佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:leadercz.com
地址:佛山市南海區獅山鎮招大白泥坑工業園16號

在擠壓過程中,型材流出模孔的瞬間與工作帶緊緊地靠在一起,構成一對熱狀態下的干摩擦副,且將工作帶分成兩個區——粘著區和滑動區。在粘著區內,江西鋁型材散熱器金屬質點受到至少來自兩個方面的力的作用:摩擦力和剪切力。當粘著區內金屬質點所受摩擦力大于剪切力時,鋁型材散熱器生產廠家金屬質點就會粘附在粘著區工作帶表面上,并將型材表面擦傷而形成摩擦紋。進行高效的模具氮化處理,使模具表面硬度保持在HV900以上;工作帶表面滲硫可降低粘著區摩擦力,減少摩擦紋。

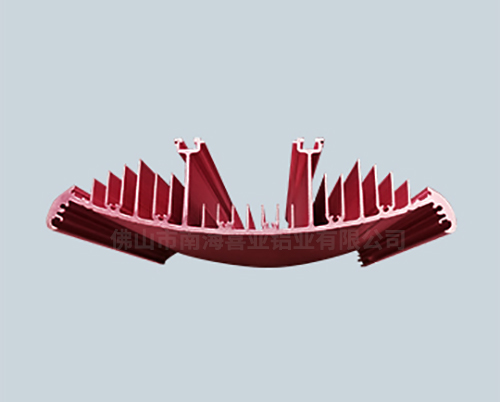
我們經常看到的散熱器鋁型材呈扁寬形,梳子形、魚刺形、鰭片形或太陽花形等,江西鋁型材散熱器它們的共同特點都是有很多細長的齒,可以加大與空氣之間的接觸,更均勻的將熱量帶走,散熱效果更佳。鋁型材在散熱器方面應用廣泛,鋁型材散熱器生產廠家在電子電器、光伏逆變器、風力發電、空壓機、大型電柜、無線發射塔、大功率LED燈等散熱均可使用鋁型材。鋁型材在3C領域也得到廣泛應用,電腦、通信設備、手機、攝影攝像器材、家用電器外殼等均有應用。
鋁材廠家,鋁型材可做建筑鋁型材、散熱器鋁型材、一般工業鋁型材等,具備有度高、重量輕、耐腐蝕、裝飾性好、使用壽命長、色彩豐富等優點。那么鋁型材和碳鋼、江西鋁型材散熱器不銹鋼等傳統機械制造材料相比有何區別呢?制造過程簡單:只有設計、切割/鉆孔、組合才能完成;而傳統材料通常經歷設計、切割/鉆孔、焊接、噴砂/表面處理、表面噴涂、表面陽極氧化等復雜過程。材料可以重復使用:由于采用工業鋁型材的機械零件在整個生產過程中不是熱焊,鋁型材散熱器生產廠家零件容易拆卸,所有材料和附件都可以重復使用;而傳統材料由于切削變形和拆解成本高,很少被重復使用。
擠壓鋁型材較讓人感到不舒服的情況就是:擠出來的鋁型材表面有起泡起皮的現象。江西鋁型材散熱器看著本應光滑的型材表面出現一顆顆小泡或者一塊塊斑駁的皮,簡直無法忍受。合理設計擠壓筒和擠壓墊片的配合尺寸,經常檢查工具尺寸,保證符合要求,擠壓筒出現大肚要及時修理,鋁型材散熱器生產廠家擠壓墊不能超差;工具、鑄錠表面保持清潔、光滑和干燥;經常檢查設備和儀器,防止溫度過高、速度過快;合理設計、制造工模具,導流孔和分流孔設計成1°-3°內斜度。

在擠壓生產中,模具是在高溫高壓的狀態下工作的,受壓力和溫度的影響,模具產生彈性變形。江西鋁型材散熱器模具工作帶由開始平行于擠壓方向,受到壓力后,工作帶變形成為喇叭狀,只有工作帶的刃口部分接觸型材形成的粘鋁,類似于車刀的刀屑瘤。在粘鋁的形成過程中,不斷有顆粒被型材帶出,粘附在型材表面上,造成了"吸附顆粒"。隨著粘鋁的不斷增大,模具產生瞬間回彈,就會形成咬痕缺陷。若粘鋁堆積較多,不能被型材拉出,模具瞬間回彈時粘鋁不脫落,就會形成型材的表面粗糙、亮條、型材撕裂、堵模等問題。現在使用的擠壓模具基本是平面模,鋁型材散熱器生產廠家在鑄棒不剝皮的情況下,鑄棒表面及內在的雜質堆積在模具內金屬流動的死區,隨著擠壓鑄棒的推進及擠壓根數的增多,死區的雜質也在不斷的變化,有一部分被正常流動的金屬帶出,堆積在工作帶變形后的空間內。

通常,鋁型材擠壓如果沒有非預定的停機時間,那么大產量主要決定于擠壓速度,而擠壓速度受制于四個因素,江西鋁型材散熱器其中三個固定不變而另一個則是可變的。因素是擠壓機的擠壓力,擠壓力大的可在錠坯溫度較低時順利地擠壓;由于鋁型材品種規格多樣,并且在擠壓過程中材料流動狀況復雜,擠壓模具承受載荷狀況惡劣,使得鋁型材擠壓產品開發和模具的設計成為一項艱巨的任務。鋁型材散熱器生產廠家依賴經驗設計和試模返修的傳統生產模式已不能滿足現代化經濟發展的需求。在效率就是生命,質量就是關鍵的市場經濟環境下,鋁型材擠壓生產企業重視的是提高模具設計加工的成功率及擠壓的產量和成品率。



